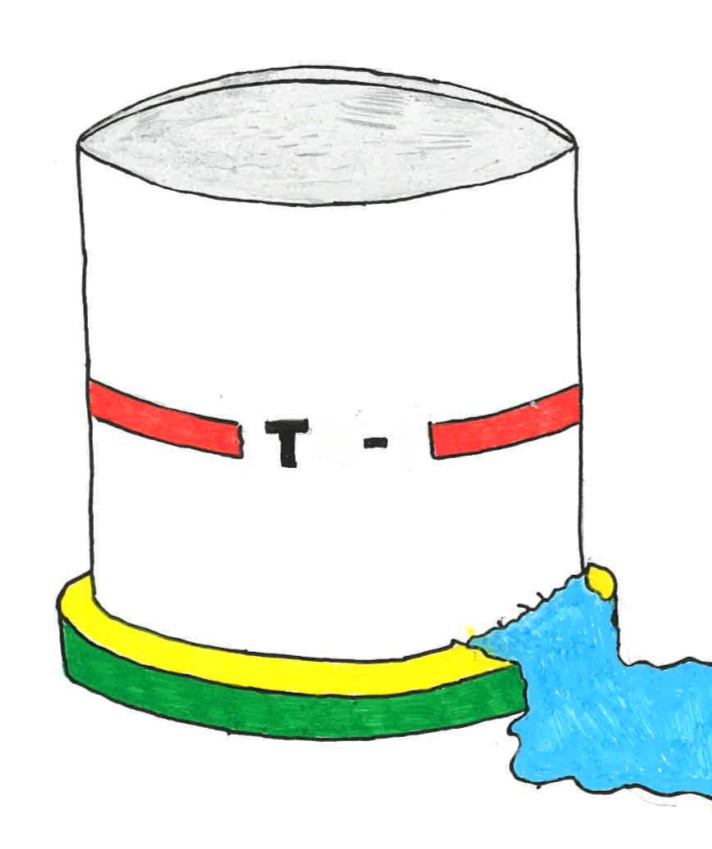
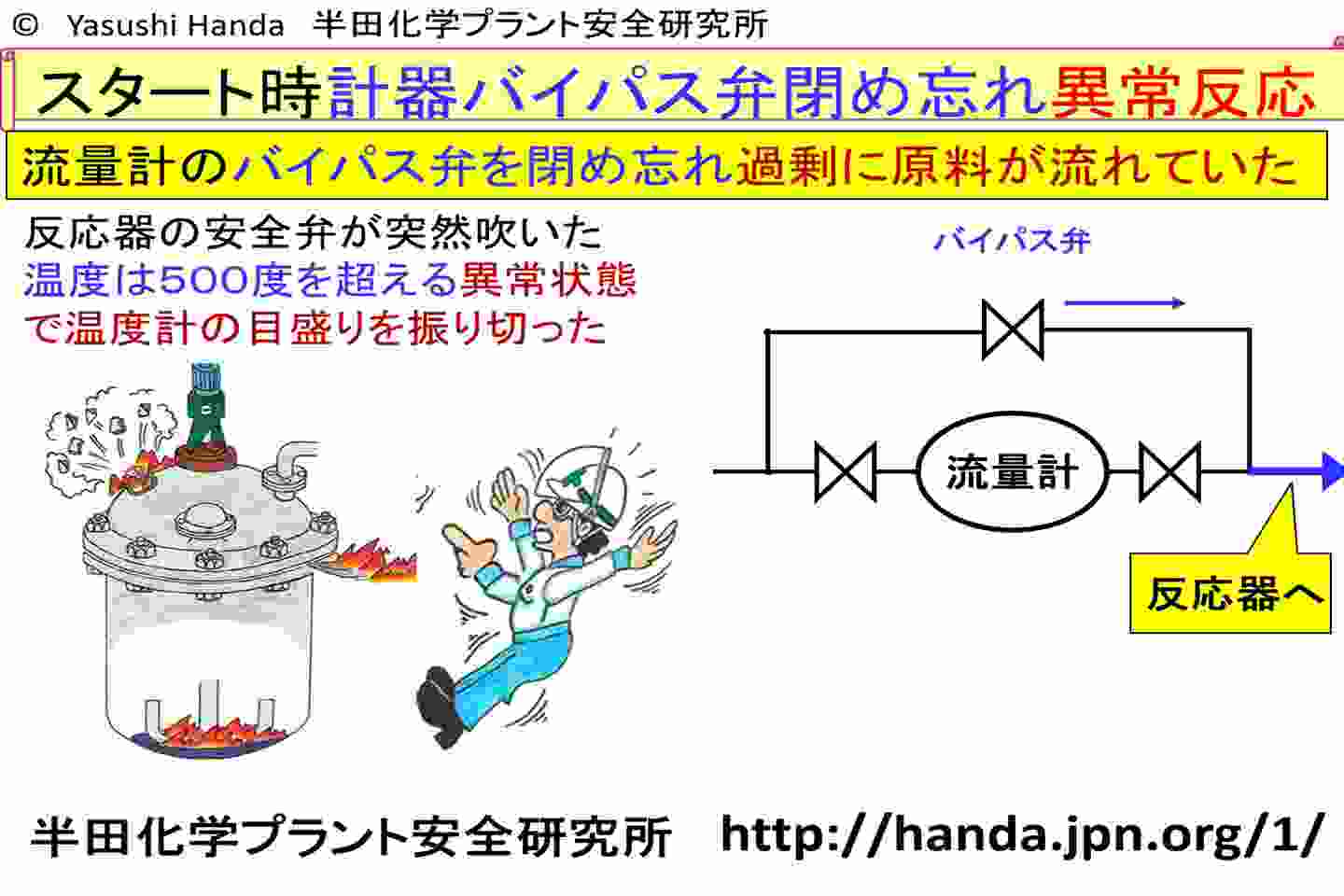
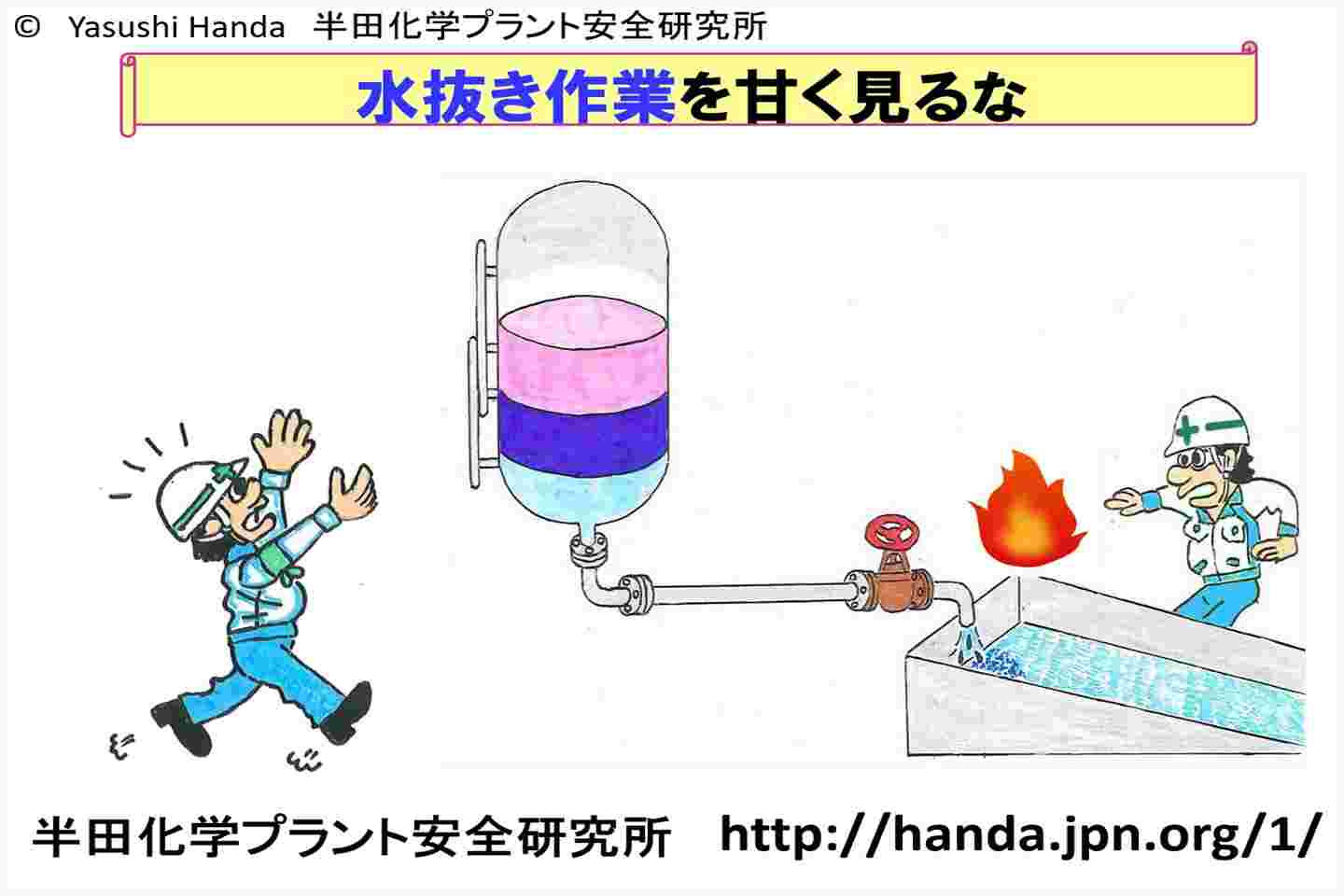
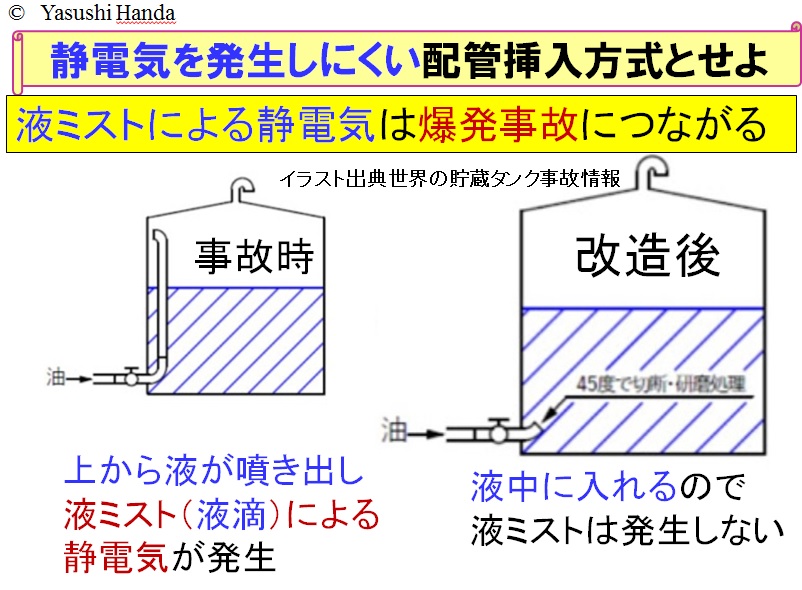
DCS画面上に表示された弁の操作を間違えて事故になった事例がある
誤って本来とは違う大気開放弁という弁を開けてしまい,油が大気中に出てしまった事故だ
すぐに気がついたが,工場の敷地の外まで油が流れ出た事故だ
https://www.youtube.com/watch?v=gN5BuSNFvSY
http://s.okajcp.com/?p=3516
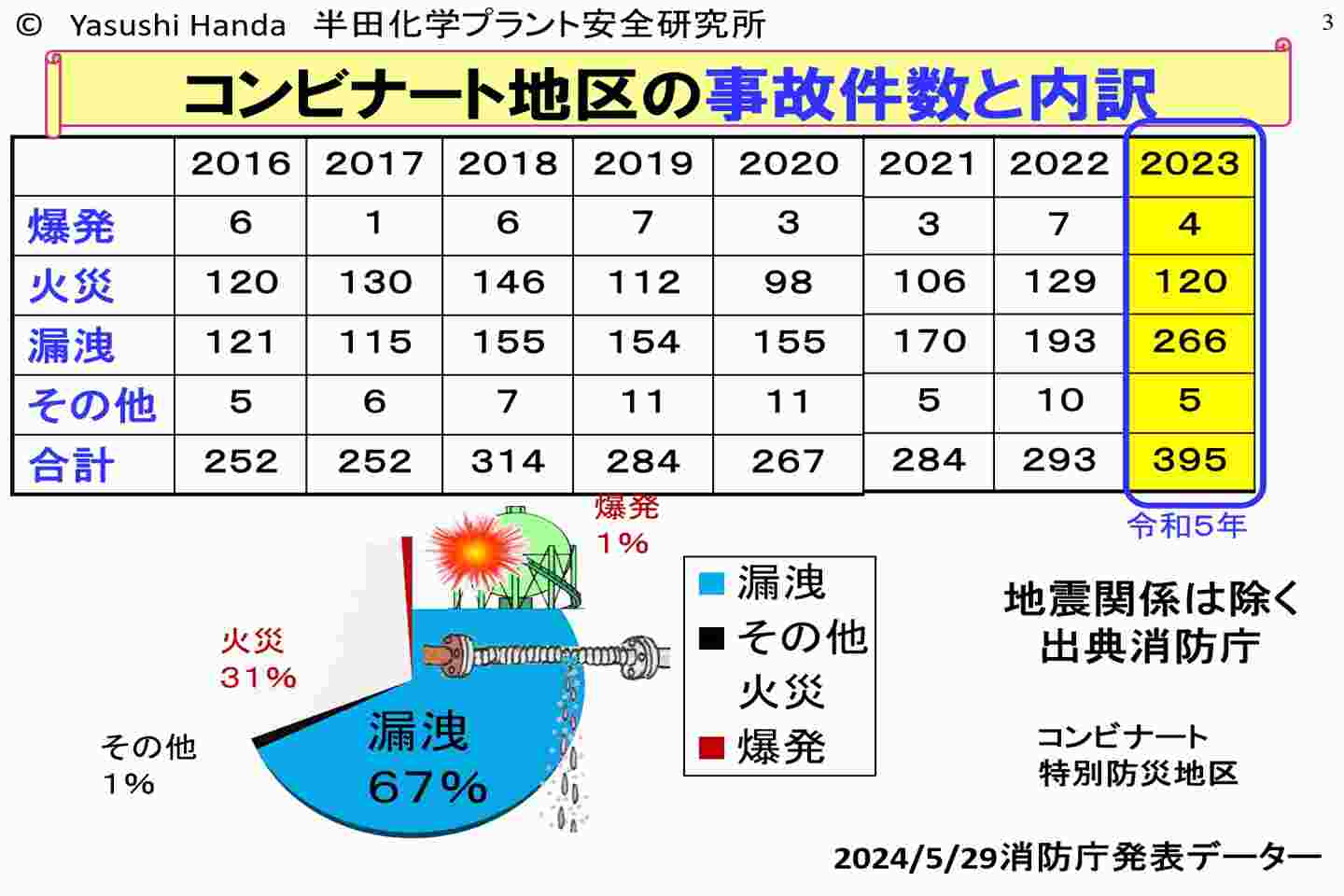
消防庁事故データーベース 2022年漏洩版112/922頁には事故原因の記述がある
https://www.fdma.go.jp/publication/database/items/R4kikentoukei03.pdf
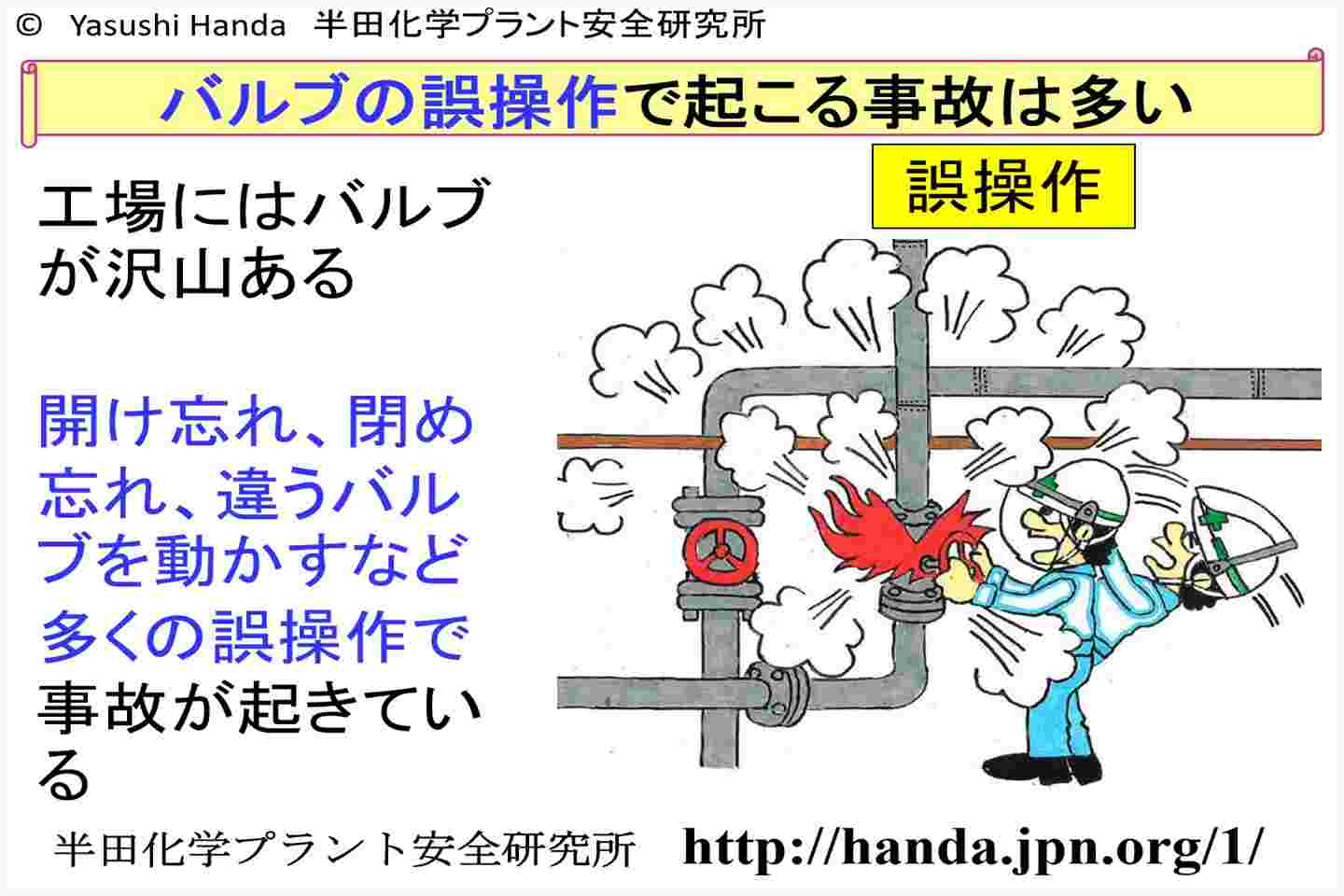
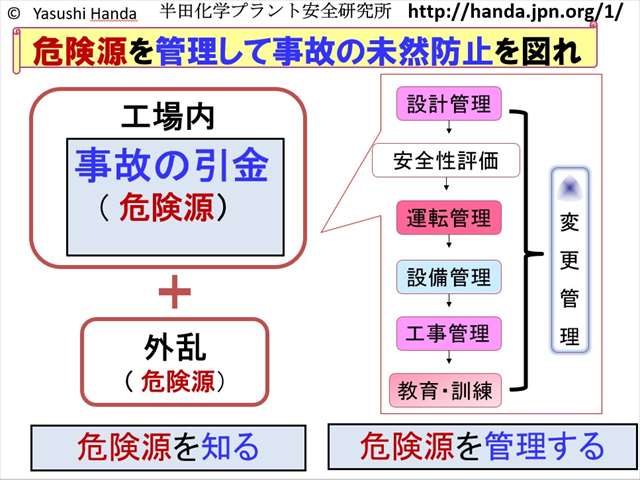
事故の原因は2つある,一つは運転員が誤ってDCS画面上にある大気開放弁を開いたという「誤操作」だ
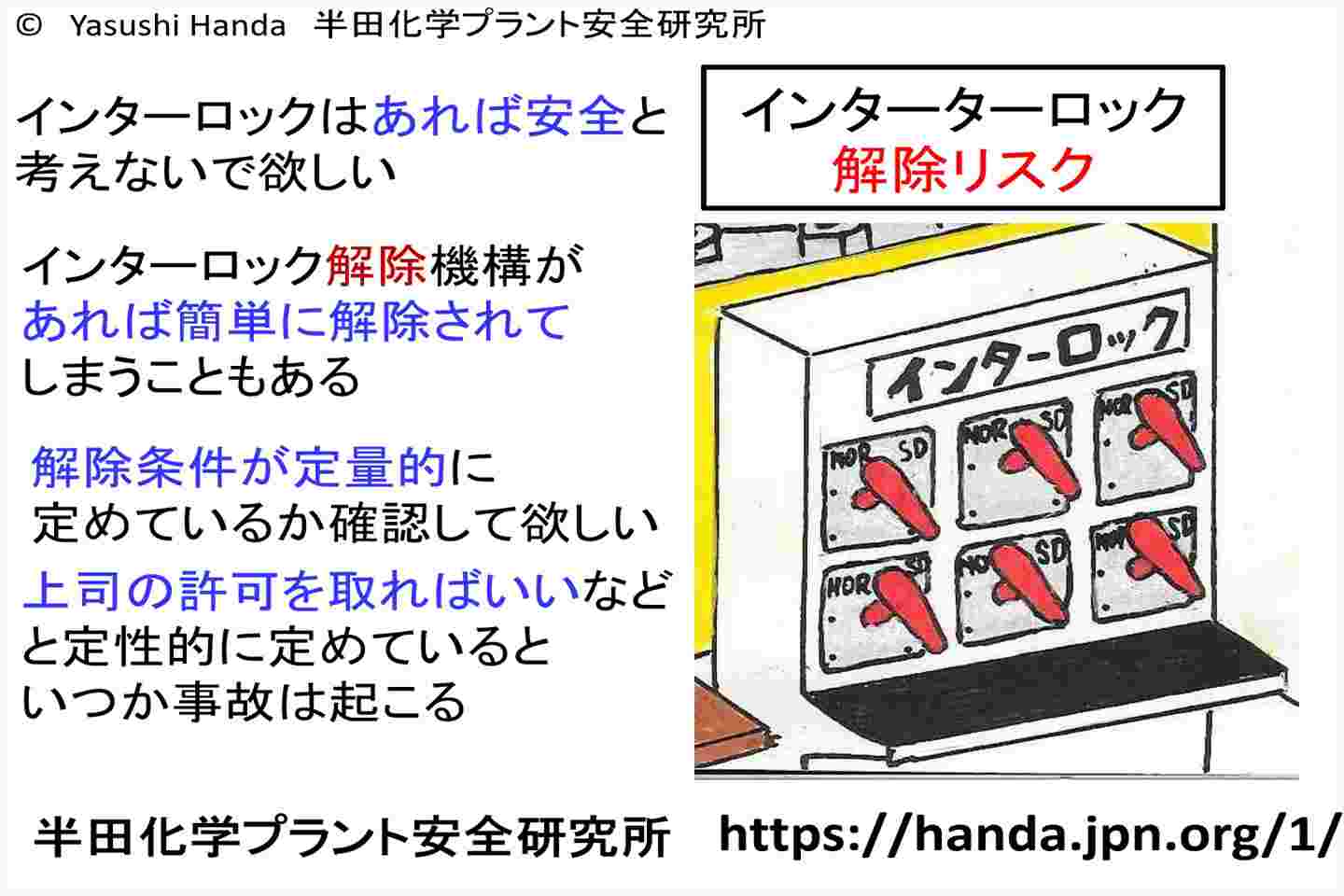
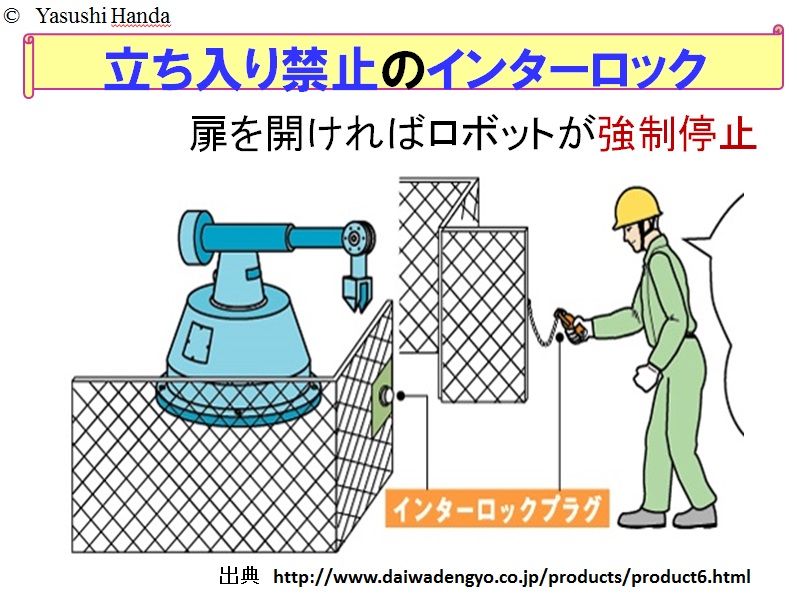
もう一つは、インターロックの解除だ。本来は簡単にこの大気開放弁は開かないようにインターターロックが設置されていた
しかし、事故が起きた時は,インターロックを解除していたというのだ
消防庁の事故データーベースを読むと、常態的にこのインターロックを解除していたとの記述がある
安全装置を甘く見ていたとしか言い様がない
詳細はわからないが、大気弁を開けないとうまく運転できない状況が続いていたのだろう
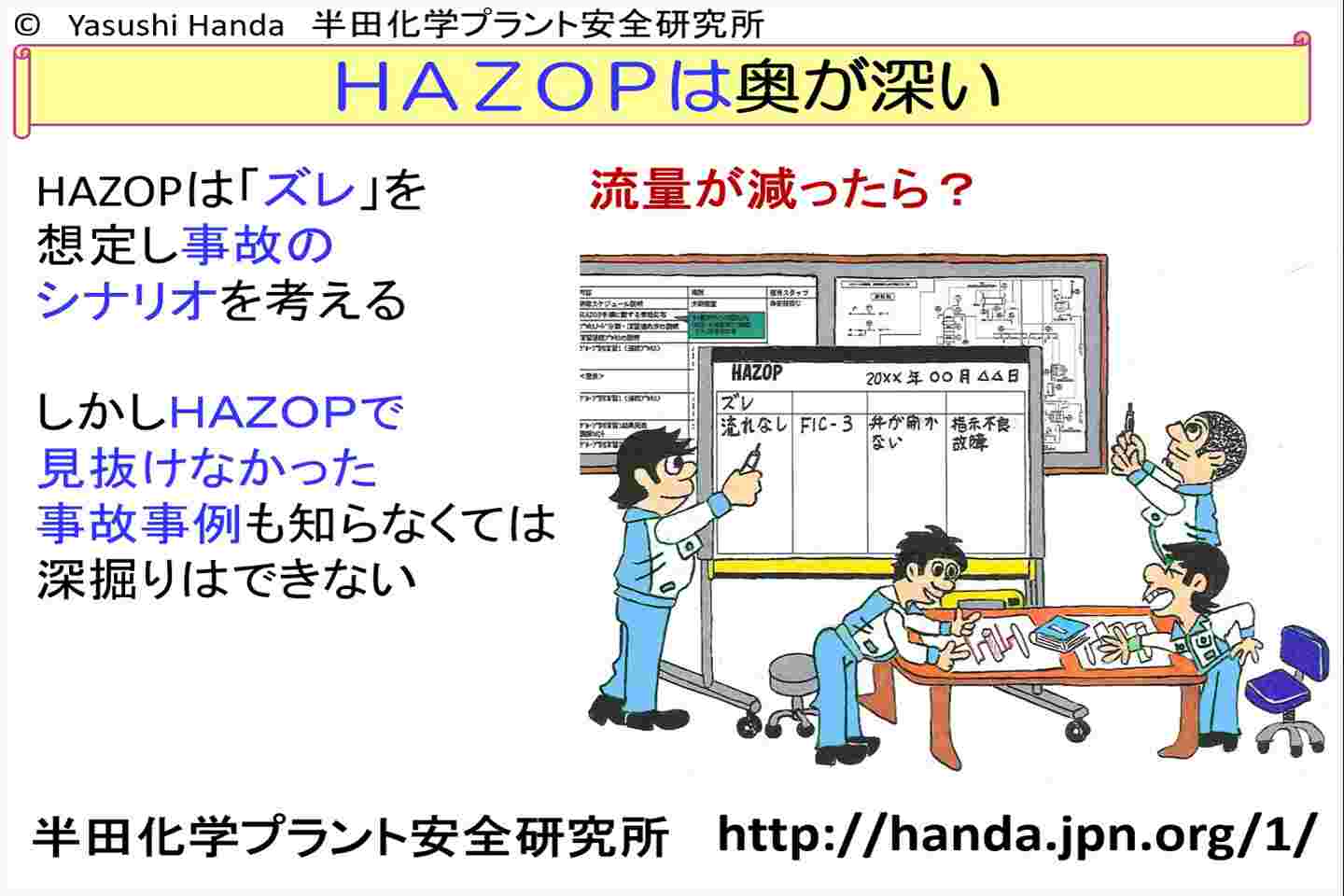
運転員が誤操作した原因は、DCS画面上にあるこの[大気開放弁]を間違って動かしたという
本来は,隣の弁を動かすはずだったのを間違えたという
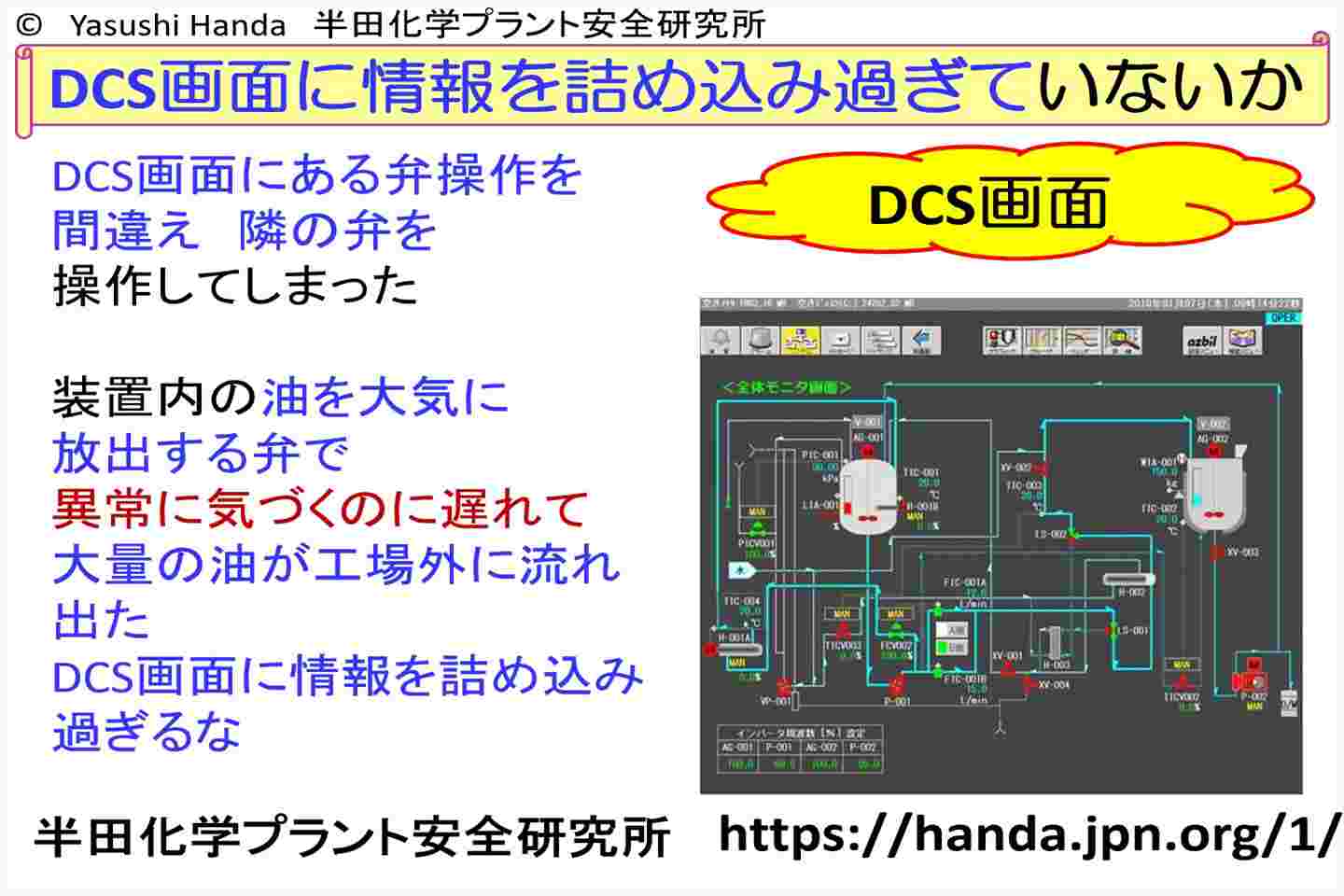
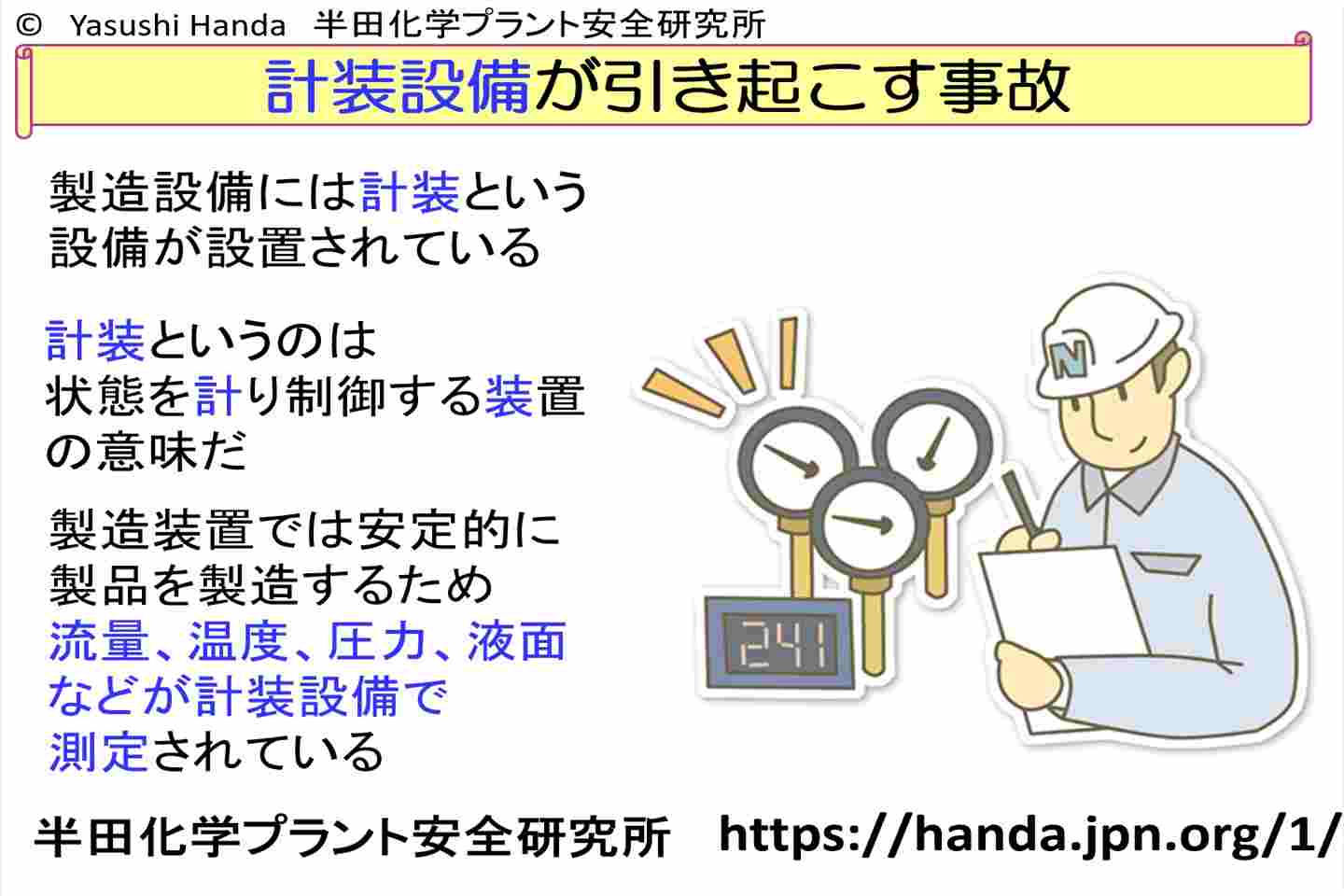
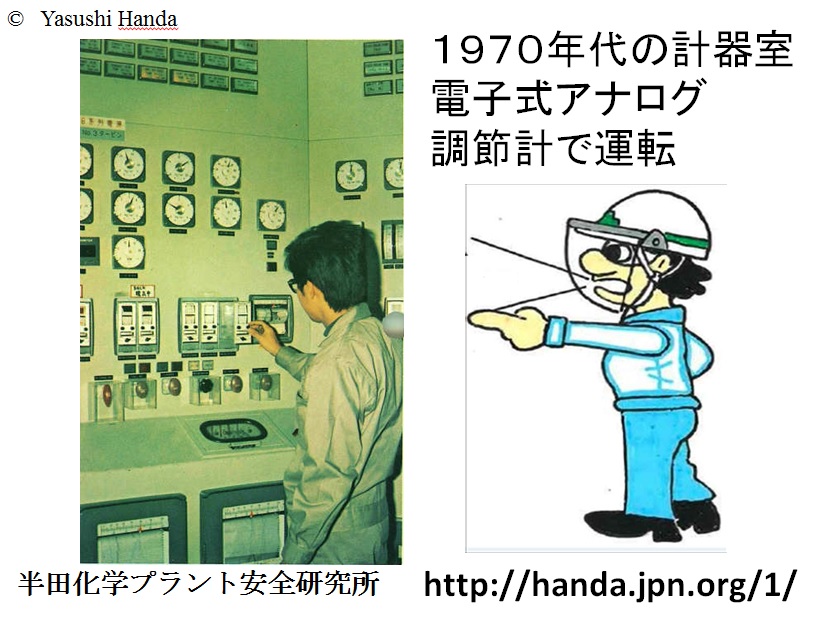
DCS画面は,モニターの解像度が上がったことから色々なパーツを,詰め込むことができるようになった
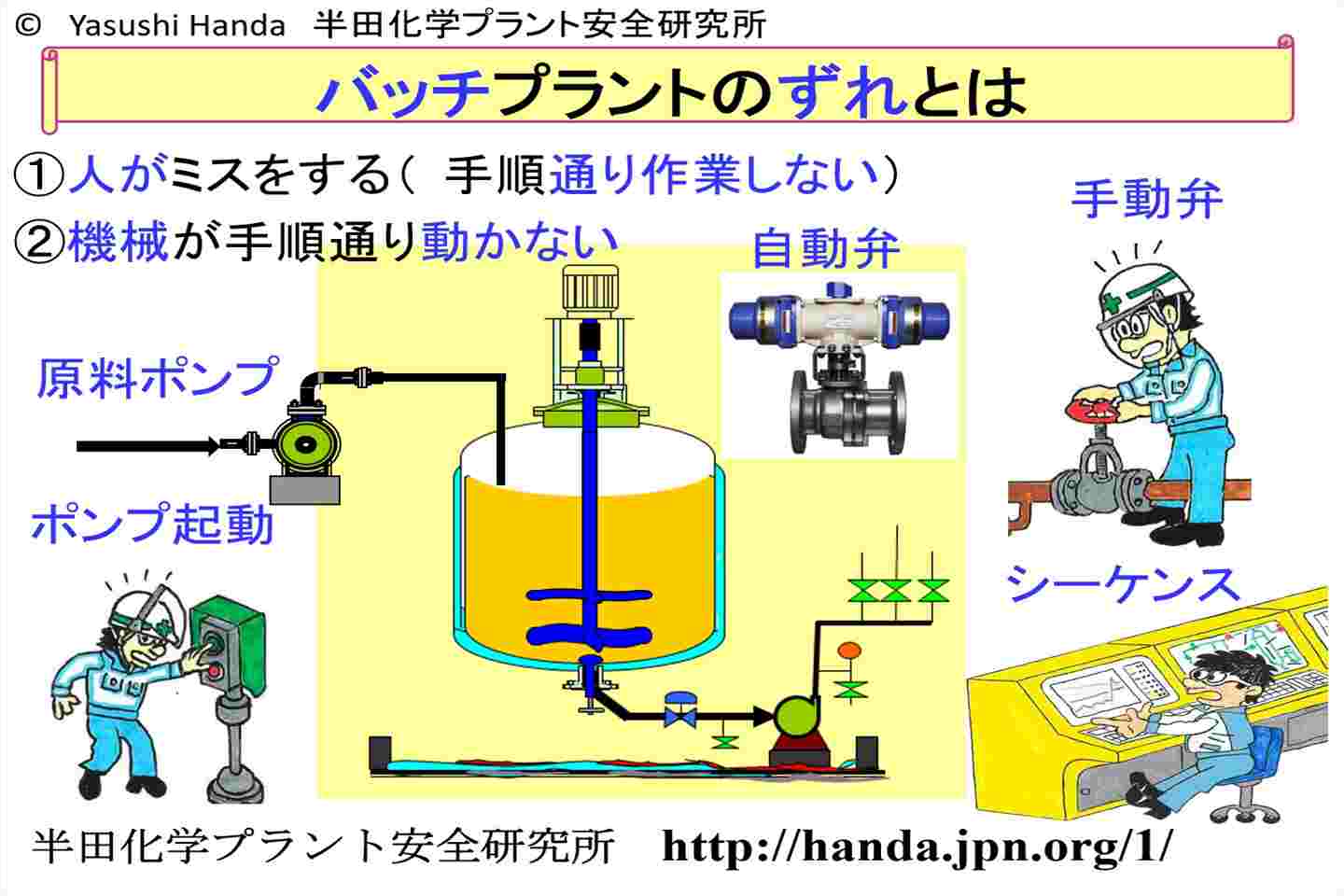
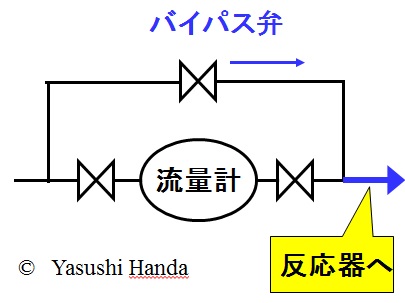
画面上には,機器のイラスト、流量計や温度計などの計器類の指示値、弁の開閉状況が表示されている
しかも、DCS画面上でバルブ操作を実施させることもできる
注意しなければいけないのは、DCS画面上に沢山詰め込むと,この事故のように近接した隣の弁を動かすリスクが発生するということだ
だから設計者は、安全の為にインターロックを設置していたのに,運転側が安易にバイパスしていたことが事故の本質だ
インターロックは最後の砦だ。それを安易に解除すれば,このような事故は起こる
再発防止策は、消防庁の事故データーベースを見て欲しい
安全の為のインターロックを解除して過去にも類似の弁の誤操作事故が起きている。2005年8月31日千葉のコンビナートの事故だ
安全工学事故災害ニュースVol. 47 No. 1(2008)に情報がある
https://www.jstage.jst.go.jp/article/safety/47/1/47_45/_pdf/-char/ja
DCSの画面設定でも、弁の誤操作が起きないように画面設計でも工夫をしてほしい